

У SMT-апрацоўцы выкарыстоўваецца мноства відаў сыравіны. Найважнейшым з'яўляецца алавяная паста. Якасць алавянай пасты непасрэдна ўплывае на якасць зваркі пры SMT-апрацоўцы. Выбірайце розныя тыпы алавяных гаек. Дазвольце коратка прадставіць агульную класіфікацыю алавяных паст:

Зварачная паста — гэта від пульпы, у якой змешваецца парашок для зваркі з пастападобным зварачным агентам (каніфоль, разбаўляльнік, стабілізатар і г.д.) з функцыяй зваркі. Па вазе 80~90% складаюць металічныя сплавы. Па аб'ёме метал і прыпой складаюць 50%.
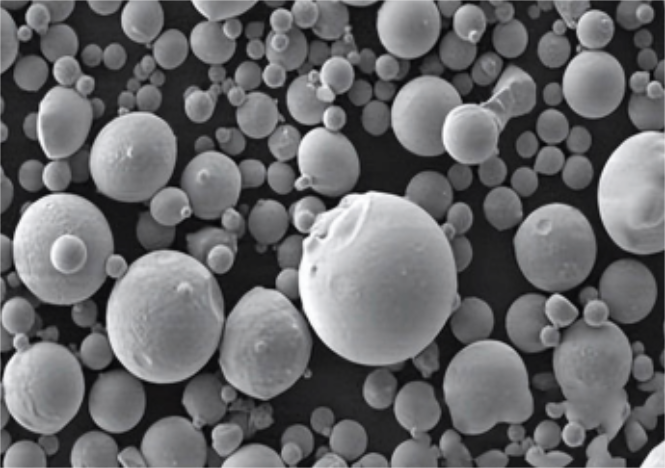
Малюнак 3. Дзесяць гранул пасты (SEM) (злева)
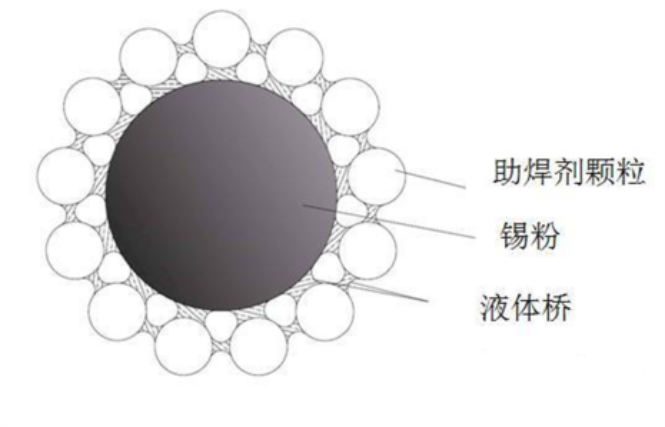
Малюнак 4. Канкрэтная дыяграма паверхні пакрыцця парашком волава (справа)
Паяльная паста з'яўляецца носьбітам часціц алавянага парашка. Яна забяспечвае найбольш прыдатныя ўмовы для паяння і вільготнасці, што спрыяе перадачы цяпла ў зону паверхневага зварвання і зніжае павярхоўнае нацяжэнне вадкасці на зварным шве. Розныя інгрэдыенты выконваюць розныя функцыі:
① Растваральнік:
Растваральнік гэтага інгрэдыента зварачнага інгрэдыента мае раўнамерную рэгуляванне аўтаматычнай рэгулявання ў працэсе працы алавянай пасты, што аказвае большы ўплыў на тэрмін службы зварачнай пасты.
② Смала:
Ён адыгрывае важную ролю ў павелічэнні адгезіі алавянай пасты, а таксама ў рамонце і прадухіленні паўторнага акіслення друкаванай платы пасля зваркі. Гэты асноўны інгрэдыент мае жыццёва важную ролю ў фіксацыі дэталяў.
③ Актывант:
Ён адыгрывае ролю выдалення акісленых рэчываў з павярхоўнага пласта меднай плёнкі друкаванай платы і часткі месца SMT-латка, а таксама мае эфект зніжэння павярхоўнага нацяжэння вадкасці з волава і свінцу.
④ Шчупальца:
Аўтаматычная рэгуляванне глейкасці зварачнай пасты гуляе важную ролю ў друку, каб прадухіліць хвост і адгезію.
Па-першае, у адпаведнасці са складам класіфікацыі паяльнай пасты
1, свінцовая паяльная паста: утрымлівае свінцовыя кампаненты, больш шкодныя для навакольнага асяроддзя і арганізма чалавека, але зварачны эфект добры, а кошт нізкі, можа быць ужыта да некаторых электронных вырабаў без патрабаванняў аховы навакольнага асяроддзя.
2, паяльная паста без свінцу: экалагічна чыстыя інгрэдыенты, мала шкоды, выкарыстоўваецца ў экалагічна чыстых электронных вырабах, з паляпшэннем нацыянальных экалагічных патрабаванняў, тэхналогія без свінцу ў апрацоўчай прамысловасці SMT стане тэндэнцыяй.
Па-другое, у адпаведнасці з тэмпературай плаўлення класіфікацыі паяльнай пасты
У цэлым, тэмпературу плаўлення паяльнай пасты можна падзяліць на высокую, сярэднюю і нізкую тэмпературу.
Звычайна выкарыстоўваецца высокатэмпературны сплав Sn-Ag-Cu 305,0307; Sn-Bi-Ag сустракаецца пры сярэдніх тэмпературах. Sn-Bi звычайна выкарыстоўваецца пры нізкіх тэмпературах. Пры апрацоўцы паверхневым мантажом (SMT) неабходна выбіраць у залежнасці ад характарыстык прадукту.
Тры, у залежнасці ад тонкасці падзелу волававага парашка
У залежнасці ад дыяметра часціц алавянага парашка, алавяную пасту можна падзяліць на 1, 2, 3, 4, 5, 6 марак парашка, з якіх найбольш часта выкарыстоўваюцца 3, 4, 5 марак. Чым больш складаны прадукт, тым меншай павінна быць колькасць алавянага парашка, але чым меншая частка алавянага парашка, тым большая плошча акіслення алавянага парашка, а круглая частка алавянага парашка дапамагае палепшыць якасць друку.
Парашок № 3: адносна нізкі кошт, звычайна выкарыстоўваецца ў буйных працэсах паверхневага паверхневага пласціністага вырабу (SMT);
Парашок № 4: звычайна выкарыстоўваецца ў цесна звязаных мікрасхемах, апрацоўцы чыпаў SMT;
Парашок № 5: часта выкарыстоўваецца ў вельмі дакладных зварачных кампанентах, мабільных тэлефонах, планшэтах і іншых патрабавальных вырабах; чым складаней выраб для апрацоўкі SMT-латкай, тым важнейшы выбар паяльнай пасты, і выбар падыходнай паяльнай пасты для вырабу дапамагае палепшыць працэс апрацоўкі SMT-латкай.
Час публікацыі: 05 ліпеня 2023 г.





